

- Ucore’s rare earth separation commercial demonstration plant is designed to process:
- Tens of tonnes of mixed rare earth concentrates on a per annum basis.
- Many feedstock sources, including heavy and light rare earth element feedstocks planned for the full-scale Strategic Metals Complexes (SMC).
- All RapidSX™ splits required to produce individual praseodymium, neodymium, terbium, and dysprosium.
- Planned commissioning in Q4-2022, followed by product qualification trials for prospective North American metal/alloy makers and original equipment manufacturers seeking diversified and sustainable metallic supply chains.
- The full-scale SMC engineering entity, Mech-Chem Associates, Inc., is now fully integrated into all demonstration plant activities.
September 15, 2022 (Source) – Ucore Rare Metals Inc. (TSXV: UCU) (OTCQX: UURAF) (“Ucore” or the “Company”) is pleased to provide an update on the Innovation Metals Corp.[i] (“IMC“) RapidSX™ rare earth element (“REE“) separation technology platform and the Company’s commercial Strategic Metals Complex (“SMC“) technology deployment process (the “Program“). The work is taking place at the companies’ laboratory partner’s (Kingston Process Metallurgy Inc. (“KPM“)) facility in Kingston, Ontario, Canada.
The Program was enhanced after Ucore received the independent evaluation of the RapidSX™ technology platform leading to the subsequent July 12, 2022, announcement of the nearly 3X increase in scope of the RapidSX™ REE demonstration-scale plant (“Demo Plant“). Since then, the Ucore, IMC, KPM, and Mech-Chem Associates, Inc.[ii] (“Mech-Chem“) commercialization team (the “Team“) has made significant strides in the procurement and construction process for the Demo Plant.
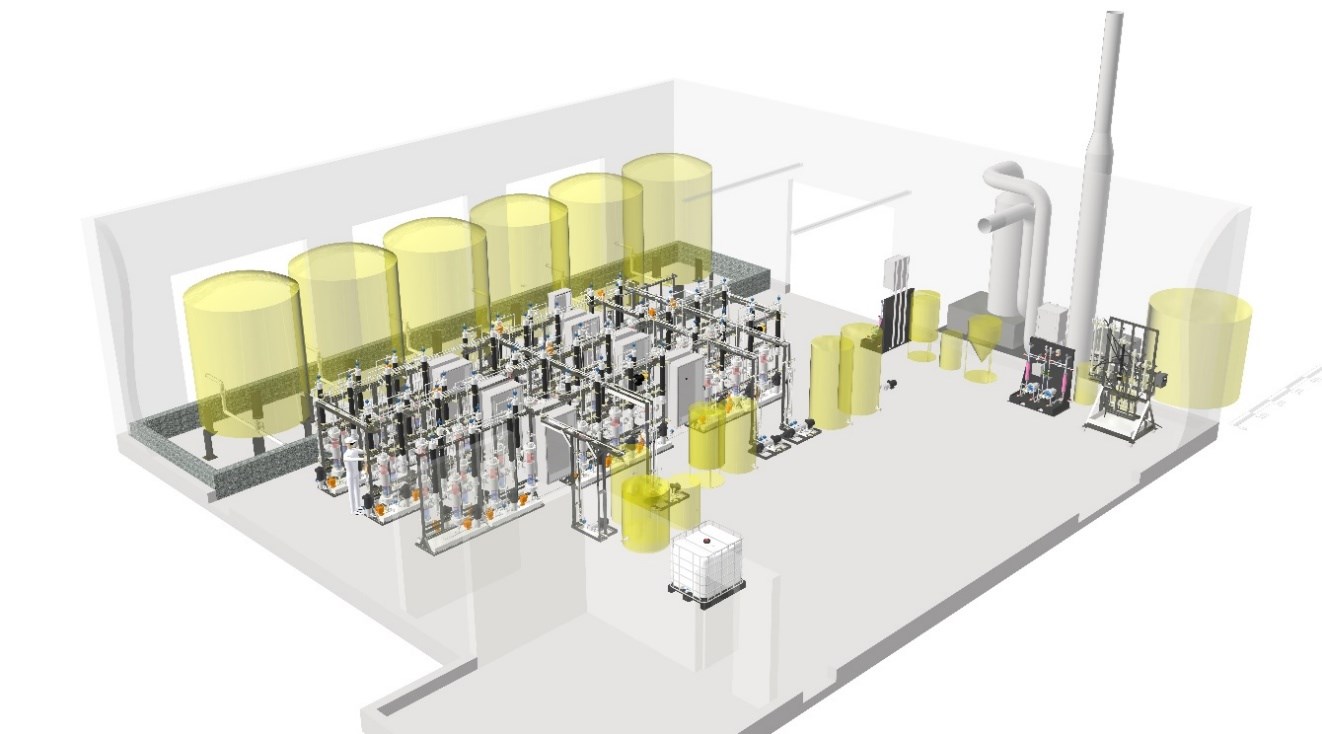
The final engineered layout of the Demo Plant takes up nearly all of the 5,000 square foot Commercialization and Demonstration Facility (“CDF“) at KPM. And the concept of building a plant within an existing building is the go-forward transition template for the engineering process that the Team will replicate to create the first full-scale SMC, once the brownfield site[iii] selection process is finalized. This initial SMC is scheduled to produce 2,000 tonnes of total rare earth oxides (“TREOs“) by the end of 2024 and 5,000 tonnes by 2026.

Figure 1 – Engineered Design of the Currently Under Construction 51-Stage RapidSX™ REE Demo Plant
To view an enhanced version of Figure 1, please visit:
https://images.newsfilecorp.com/files/1119/137284_ffcfc5cec4a3a9a7_001full.jpg.
“The CDF Team, and the rest of the world, is facing extraordinary supply chain challenges regarding equipment and component availability,” stated Mike Schrider, P.E., Ucore’s VP and COO. “Despite this situation, we have managed to procure the initial feedstocks and virtually all of the required major equipment and components, and the Demo Plant remains on track for a late 2022 commencement of the commissioning process.”
“This process will demonstrate the unprecedented North American separation of tonnes of both heavy and light rare earth elements. It will then continue with end-user qualification trials throughout 2023 for Western entities seeking diversified and sustainable metallic supply chains as Ucore transitions to full-scale commercial mode with the construction of our first SMC.”
Ucore’s REE Separation Demo Plant is designed to:
- Have the ability to process tens of tonnes of mixed rare earth concentrates on a per annum basis:
- from a wide variety of feedstock sources, including the heavy REE (“HREE“) and light REE (“LREE“) feedstocks planned for the full-scale SMCs.
- Be capable of processing all RapidSX™ splits required to produce individual praseodymium, neodymium, terbium, and dysprosium.
- Have a parallel 51-stage conventional solvent extraction (“CSX“) mixer/settler circuit that will match the RapidSX™ process’ configuration and enable direct head-to-head comparison of the performance of RapidSX™ vs. CSX.

Figure 2 – A Sampling of the On-hand CDF Components and Construction Efforts
To view an enhanced version of Figure 2, please visit:
https://images.newsfilecorp.com/files/1119/137284_ffcfc5cec4a3a9a7_002full.jpg.
Ucore stands alone in its speed of executing the commercial deployment of one of the first modern technology platforms for separating HREEs and LREEs – as a replacement for CSX. Mech-Chem is now fully integrated into all CDF activities and is aligned to assist with the full-scale SMC techno-economic assessment and engineering data transfer. The efficiencies and environmental advantages resulting from the CDF demonstration processes are, and will continue to be, directly incorporated into the full-scale SMC engineering design packages. This integrated process is rapidly positioning Ucore to meet the demanding schedule requirements for the development of the first SMC and REO production for the Company’s emerging list of prospective downstream partners.
# # #
About Ucore Rare Metals Inc.
Ucore is focused on rare- and critical-metals resources, extraction, beneficiation, and separation technologies with the potential for production, growth, and scalability. Ucore has an effective 100% ownership stake in the Bokan-Dotson Ridge Rare Earth Element Project in Southeast Alaska, USA. Ucore’s vision and plan is to become a leading advanced technology company, providing best-in-class metal separation products and services to the mining and mineral extraction industry.
Through strategic partnerships, this includes disrupting the People’s Republic of China’s control of the US REE supply chain through the near-term development of heavy and light rare-earth processing facilities – including the Alaska Strategic Metals Complex in Southeast Alaska and the long-term development of Ucore’s heavy-rare-earth-element mineral-resource property located at Bokan Mountain on Prince of Wales Island, Alaska.
Ucore is listed on the TSXV under the trading symbol “UCU” and in the United States on the OTC Markets’ OTCQX® Best Market under the ticker symbol “UURAF.”
For further information, please visit www.ucore.com.
About RapidSX™ Technology
IMC developed the RapidSX™ separation technology platform with early-stage assistance from the United States Department of Defense (“US DoD“), later resulting in the production of commercial-grade, separated rare-earth oxides at the pilot scale. RapidSX™ combines the time-proven chemistry of conventional solvent extraction (“SX“) with a new column-based platform, which significantly reduces time to completion and plant footprint, as well as potentially lowering capital and operating costs. SX is the international rare-earth-element (“REE“) industry’s standard commercial separation technology and is currently used by 100% of all REE producers worldwide for bulk commercial separation of both heavy and light REEs. Utilizing similar chemistry to conventional SX, RapidSX™ is not a “new” technology but represents a significant improvement on the well-established, well-understood, proven conventional SX separation technology preferred by REE producers.
Forward-Looking Statements
This press release includes certain statements that may be deemed “forward-looking statements.” All statements in this release (other than statements of historical facts) that address future business development, technological development and/or acquisition activities (including any related required financings), timelines, events, or developments that the Company is pursuing, are forward-looking statements. Although the Company believes the expectations expressed in such forward-looking statements are based on reasonable assumptions, such statements are not guarantees of future performance or results, and actual results or developments may differ materially from those in forward-looking statements.
In regard to the disclosure in the “About Ucore Rare Metals Inc.” section above, the Company has assumed that it will be able to procure or retain additional partners and/or suppliers, in addition to Innovation Metals Corp. (“IMC”), as suppliers for Ucore’s expected future Strategic Metals Complexes (“SMCs”). Ucore has also assumed that sufficient external funding will be found to prepare a new National Instrument 43-101 (“NI 43-101”) technical report that demonstrates that the Bokan Mountain Rare Earth Elements project (“Bokan”) is feasible and economically viable for the production of both REE and co-product metals and the then prevailing market prices based upon assumed customer offtake agreements. Ucore has also assumed that sufficient external funding will be secured to continue the development of the specific engineering plans for the SMCs and their construction. Factors that could cause actual results to differ materially from those in forward-looking statements include, without limitation: IMC failing to protect its intellectual property rights in RapidSX™; RapidSX™ failing to demonstrate commercial viability in large commercial-scale applications; Ucore not being able to procure additional key partners or suppliers for the SMCs; Ucore not being able to raise sufficient funds to fund the specific design and construction of the SMCs and/or the continued development of RapidSX™; adverse capital-market conditions; unexpected due-diligence findings; the emergence of alternative superior metallurgy and metal-separation technologies; the inability of Ucore and/or IMC to retain its key staff members; a change in the legislation in Alaska and/or in the support expressed by the Alaska Industrial Development and Export Authority (“AIDEA”) regarding the development of Bokan and/or the Alaska SMC; the availability and procurement of any required interim and/or long-term financing that may be required; and general economic, market or business conditions.
Neither the TSXV nor its Regulation Services Provider (as that term is defined by the TSXV) accept responsibility for the adequacy or accuracy of this release.
CONTACT
Mark MacDonald
Vice President, Investor Relations
Ucore Rare Metals Inc.
1.902.482.5214
[email protected]
[i] Innovation Metals Corp. is a private Canadian corporation and a wholly owned Ucore subsidiary.
[ii] Mech-Chem Associates, Inc. is the full-scale SMC engineering company.
[iii] In this context, a brownfield site is a suitable existing commercial building/site that has been previously permitted for industrial use.



{kind=link}
{kind=link}